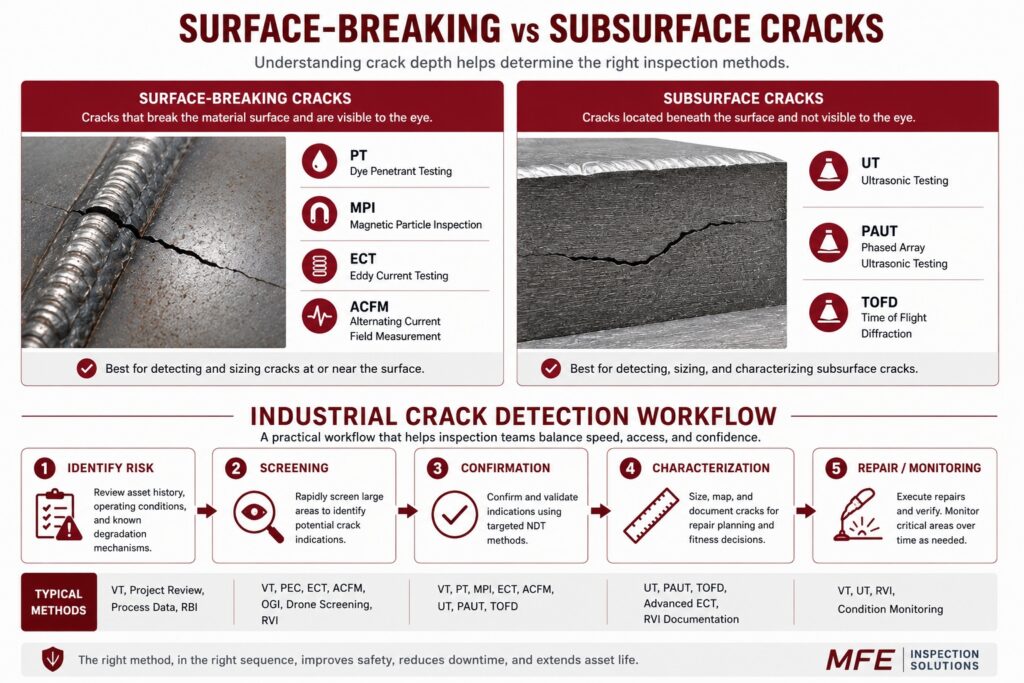
The Best Crack Detection Equipment and Tools on the Market
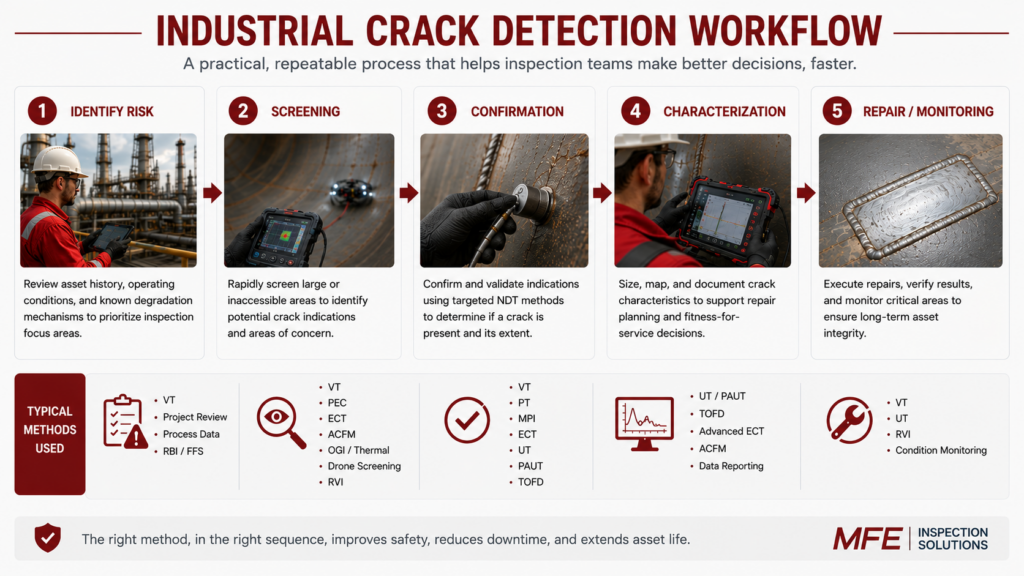
Crack detection workflows often require multiple inspection methods working together.
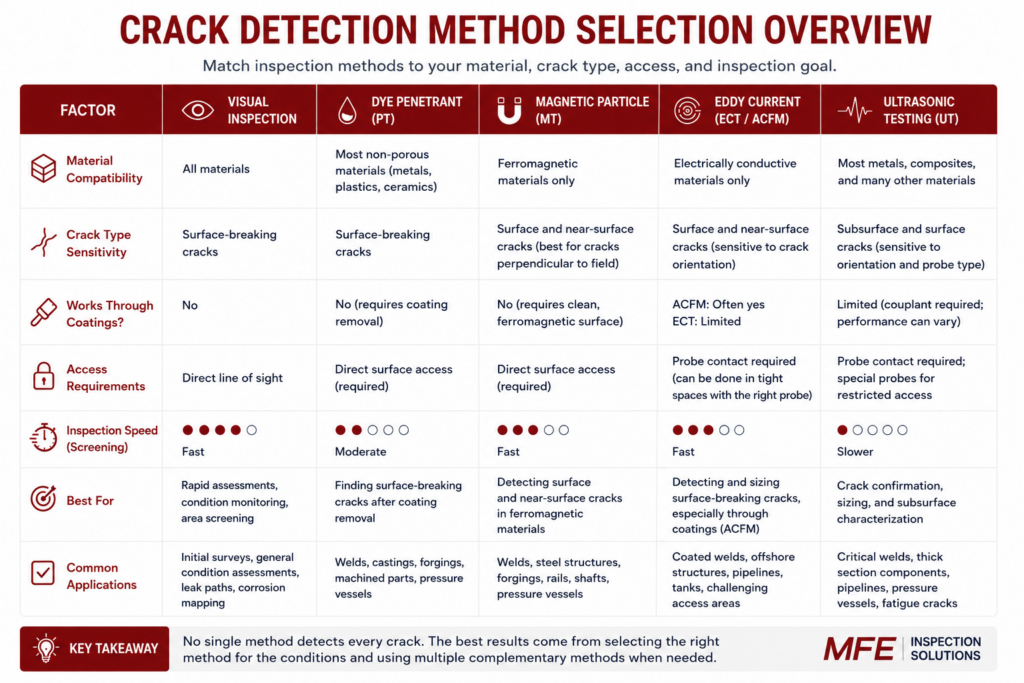
Some tools are designed for rapid screening and visual assessment, while others help inspectors characterize crack depth, orientation, or structural significance using advanced NDT methods.
Here are some of the top crack detection tools and inspection platforms used across industrial inspections today.
- NDT Crack Detection Equipment
- Borescopes and Videoscopes
- Crawlers and Other Ground-Based Robotics
- Drones and Drone Payloads
NDT Crack Detection Equipment
NDT crack detection equipment is commonly used when teams need to identify, size, confirm, or monitor defects in welds, pipelines, pressure vessels, tanks, and structural components.
These tools support workflows ranging from rapid surface crack screening to advanced ultrasonic characterization.
Here is the top NDT crack detection equipment on the market:
Eddyfi TSC Amigo 2

The Eddyfi TSC Amigo 2 is an ACFM flaw detector designed for detecting and sizing surface-breaking cracks in coated and uncoated materials.
It’s commonly used during weld inspections and offshore workflows where removing coatings may be impractical or operationally disruptive.
Key capabilities:
- Supports surface crack detection on coated materials
- Useful for weld inspections and offshore assets
- Helps reduce coating removal requirements
- Supports crack sizing workflows
Eddyfi Reddy

The Eddyfi Reddy is a portable eddy current inspection system designed for detecting surface and near-surface flaws in conductive materials.
Its compact form factor makes it useful for field inspections where teams need rapid crack screening on welds, tubing, or structural components.
Key capabilities:
- Supports portable eddy current crack detection
- Useful for weld and conductive material inspections
- Helps identify surface and near-surface defects
- Designed for field inspection workflows
Olympus NORTEC 600

The Olympus NORTEC 600 is a handheld eddy current flaw detector used for crack detection in conductive materials, welds, and heat-affected zones.
It’s commonly used in manufacturing, aerospace, and industrial inspection environments where portability and rapid flaw assessment are operational priorities.
Key capabilities:
- Supports handheld eddy current inspections
- Useful for weld and surface crack detection
- Designed for conductive material inspections
- Supports field-based flaw assessment workflows
Evident OmniScan X4

The Evident OmniScan X4 is an advanced phased array ultrasonic inspection system designed for weld characterization, crack sizing, and complex flaw analysis workflows.
It supports advanced ultrasonic methods including PAUT and TFM for inspections where teams need higher-resolution defect characterization.
Key capabilities:
- Supports PAUT and TFM inspection workflows
- Useful for weld crack characterization
- Helps teams assess complex defects
- Designed for advanced ultrasonic inspections
Olympus EPOCH 600

The Olympus EPOCH 600 is a portable ultrasonic flaw detector commonly used for weld inspections, crack confirmation, and structural integrity assessments.
Portable UT systems like the EPOCH 600 are often used when teams need field-ready crack inspection capabilities across pipelines, vessels, or structural components.
Key capabilities:
- Supports portable ultrasonic flaw detection
- Useful for weld and pipeline inspections
- Helps teams confirm internal defects
- Designed for field inspection workflows
Borescopes and Videoscopes
Borescopes and videoscopes are commonly used when teams need visual access inside assets, machinery, piping, turbines, or confined spaces.
These tools are especially useful for identifying visible cracking, corrosion, weld defects, or mechanical damage in areas that are difficult to access directly.
Here are the top borescopes and videoscopes for crack detection on the market:
Evident IPLEX GT

The Evident IPLEX GT is an industrial videoscope designed for internal visual inspections in demanding industrial environments.
It’s commonly used for inspecting welds, turbine components, piping systems, and confined spaces where visible cracking or damage may need to be documented.
Key capabilities:
- Supports high-resolution remote visual inspections
- Useful for confined-space inspections
- Helps teams identify visible cracking and damage
- Designed for industrial asset inspections
Evident IPLEX G Lite

The Evident IPLEX G Lite is a compact industrial videoscope designed for inspections in difficult-to-access or space-constrained environments.
Its portable design makes it useful for rapid internal inspections where teams need to identify visible cracks, wear, or weld defects.
Key capabilities:
- Supports portable remote visual inspections
- Useful for internal asset assessments
- Helps identify visible defects and cracking
- Designed for difficult-access environments
Rent the Evident IPLEX G Lite.
MFE Intelligent Series Borescope

The MFE Intelligent Series Borescope is designed for internal inspections of pipes, machinery, welds, and confined areas where direct visual access is limited.
Borescopes like this are commonly used for visual crack screening and condition assessment workflows.
Key capabilities:
- Supports internal visual inspection workflows
- Useful for pipes, welds, and machinery inspections
- Helps teams identify visible cracking and wear
- Designed for confined-space access
Buy or rent the MFE Intelligent Series Borescope.
Crawlers and Other Ground-Based Robotics
Remote robotic inspection platforms are increasingly used when teams need stable access to hazardous, elevated, vertical, or difficult-to-reach inspection surfaces.
These systems help reduce personnel exposure while supporting repeatable inspection workflows and high-quality data collection.
Here are the top crawlers and other ground-based robotics for crack detection on the market:
MFE HPX Wall Crawler

The MFE HPX Wall Crawler is a magnetic crawler system designed for remote inspections on tanks, vessels, and other large ferromagnetic structures.
Robotic crawlers like the HPX are commonly used when teams need stable inspection positioning in elevated or difficult-access environments.
Key capabilities:
- Supports remote access inspection workflows
- Useful for tanks and vertical structures
- Helps reduce rope access and scaffolding requirements
- Supports stable NDT data collection
Rent the MFE HPX Wall Crawler.
MFE X3 Scanner
The MFE X3 Scanner is a robotic ultrasonic scanner designed for inspections on tanks, vessels, and other large industrial assets.
It supports encoded ultrasonic workflows where teams need repeatable inspection coverage and improved data consistency.
Key capabilities:
- Supports encoded ultrasonic inspections
- Useful for large asset inspection workflows
- Helps improve repeatability and coverage
- Designed for remote-access inspections
Boston Dynamics Spot

Boston Dynamics Spot is a mobile robotic platform designed for remote inspection and industrial data collection workflows.
While Spot is not a crack detection sensor itself, it can support inspection missions in hazardous or difficult-access environments where remote mobility is operationally valuable.
Key capabilities:
- Supports remote inspection workflows
- Useful for hazardous industrial environments
- Helps reduce personnel exposure
- Supports integrated sensor deployments
Drones and Drone Payloads
Drones are increasingly used during crack inspection workflows when teams need rapid access to elevated, confined, hazardous, or operationally difficult environments.
Depending on the payload and workflow, drones may support visual crack screening, close-access inspections, mapping, or contact-based NDT operations.
Here are the top drones and drone payloads for crack detection:
Flyability Elios 3
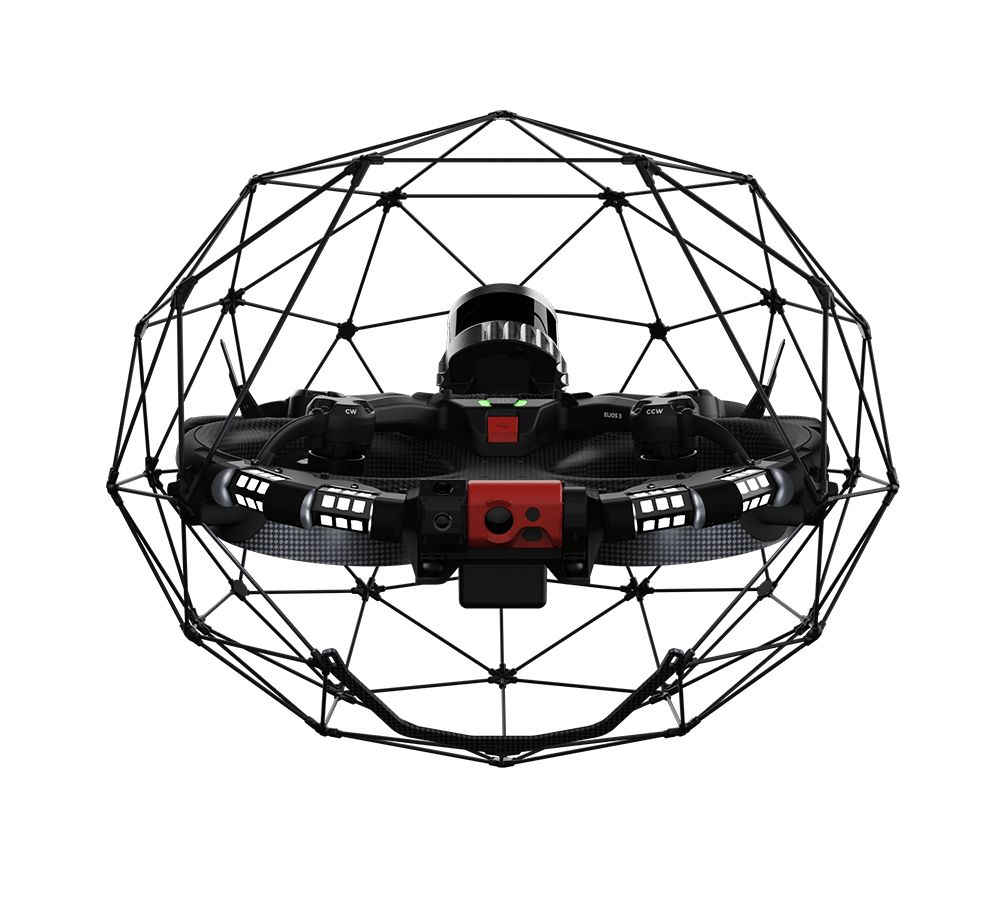
The Flyability Elios 3 is a confined-space inspection drone designed for internal inspections in tanks, boilers, vessels, tunnels, and other GPS-denied environments.
It’s commonly used for visual inspection workflows where teams need safer access to difficult or hazardous spaces.
Key capabilities:
- Supports confined-space visual inspections
- Useful for difficult-access industrial assets
- Helps reduce confined-space entry requirements
- Supports 3D mapping and inspection workflows
Flyability Elios 3 UT Payload

The Flyability Elios 3 UT Payload adds ultrasonic thickness measurement capabilities to the Elios 3 platform for close-access NDT workflows.
Payloads like this help teams perform contact-based ultrasonic inspections in difficult-access environments without requiring scaffolding or confined-space entry.
Key capabilities:
- Supports drone-based UT inspections
- Useful for difficult-access environments
- Helps reduce traditional access requirements
- Supports close-access NDT workflows
Buy the Flyability Elios 3 UT Payload.
Voliro T

The Voliro T is a contact-based inspection drone designed for ultrasonic testing and close-access NDT workflows on complex industrial assets.
Unlike visual-only drone inspections, contact inspection drones like the Voliro T are designed to physically interact with the inspection surface during data collection.
Key capabilities:
- Supports contact-based ultrasonic inspections
- Useful for elevated and difficult-access assets
- Helps reduce rope access and scaffolding needs
- Supports robotic NDT workflows